 >
> 
3D Drucken ©Yakobchuk Olena – stock.adobe.com
Der 3D-Druck hat in den letzten Jahren einen enormen Aufschwung auch für den privaten Gebrauch erfahren, da die 3D-Drucker und die verdruckten Materialien kostengünstig erhältlich sind. Mit 3D-Druck ist hier vorwiegend das preisgünstige FFF-Verfahren gemeint. Dabei erzeugt man aus einem Kunststoff, der in geeigneter Form z.B. als Draht auf einer Spule vorliegt, mittels eines Formgebungsverfahrens ein dreidimensionales Werkstück. Nicht immer muss dazu ein Material durch eine Druckdüse «geschossen» werden. Es gibt viele unterschiedliche Verfahren, z.B. das selektive Lasersintern, bei dem Pulver wie das unten beschriebene Polyamid (PA), durch Laser verschmolzen werden. Das Lasersintern ist allerdings wesentlich teurer als das FFF-Verfahren.
Es gibt eine sehr große Vielzahl an Materialien, die 3D gedruckt werden können. Neben den klassischen aufschmelzbaren Kunststoffen sind das auch Metalle und Keramiken sowie keramik-, carbonfaser-, glasfaser- oder holzhaltige sowie reaktive (während des Drucks durchpolymerisierende) Kunststoffe, auch auf Silikonbasis [1]. Anorganische Stoffe wie Beton zum Hausbau und Papier in Laminiertechnik sowie Wachse gehören ebenfalls zu den 3D-Druckmaterialien. Das große Spektrum der 3D-Druckmaterialien ergänzen Spezialstoffe wie Medikamente, lebende Zellen und der wachsende Bereich der Nahrungsmittel wie Schokolade, Backteig, Butter, Keksteig, Haselnusscreme, Marzipan, Frischkäse, Fruchtgummi, Gelatine, Nudelteig, Kartoffelbrei, Kaugummi oder Zucker.
Daneben gibt es eine Vielzahl an meist sehr stark fokussierten 3D-Druck-Forschungsanwendungen mit weiteren Materialien, die für die allgemeine Öffentlichkeit nicht zugänglich sind und nicht im Fokus des Artikels stehen.
In diesem Artikel werden stattdessen nur einige der weitverbreiteten 3D-Druck-Materialien aus Kunststoff (Polymeren) beschrieben. Das Thema und die verwendeten Materialien umfassend abzudecken ist auch auf Grund der ständig anwachsenden Materialfülle nicht möglich.
Gängige 3D-Druck Materialien und ihre Verarbeitung
PLA – Polymilchsäure (vom englischen „polylactid acid“)
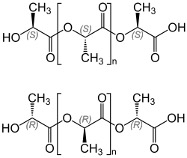
PLA
Polymilchsäure – PLA – (nach IUPAC-Norm Poly(2-Hydroxypropansäure)) ist ein Kunststoff, der über die Zwischenstufe Milchsäure (2-Hydroxipropansäure) als Zwischenstufe aus Maisstärke erzeugt werden kann, ebenso ist die Erzeugung aus Erdöl möglich. Wegen des natürlichen Grundstoffs Maisstärke wird PLA als „biologischer“ Kunststoff angesehen. Er ist theoretisch bioabbaubar, wegen seiner polymeren Form geschieht das aber unter Normalbedingungen sehr langsam [2]. PLA setzt bei Raumtemperatur keine schädlichen Substanzen frei und ist damit lebensmittelverträglich. Dennoch sollte man bei der Verwendung Staubbildung vermeiden und Dämpfe/Nebel/Gas nicht einatmen, denn beim Erhitzen können sich schädliche Stoffe bilden [3]. Es sind keine besonderen Umweltschutzmaßnahmen erforderlich. Ebenso könnten Pigmente oder andere Zusatzstoffe enthalten sein, die ebenfalls kritisch zu betrachten sind. Dank eines relativ niedrigen Schmelzpunkts (150-160°C, die Drucktemperaturen liegen bei allen Materialien deutlich über dem Schmelzpunkt) kann PLA leicht über beheizte Düsen gedruckt werden. Zudem ist PLA relativ kostengünstig im Handel erhältlich (ca. 20 € pro 1kg-Spule).
ABS – Acrylnitril-Butadien-Styrol (Copolymerisat)
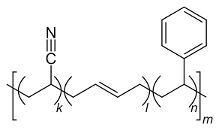
ABS
ABS ist ein weiterer Kunststoff, der für den 3D-Druck verwendet wird. Er wird aus Erdöl hergestellt. ABS ist weitverbreitet, Legosteine und Playmobilfiguren bestehen z.B. aus ABS. Allerdings werden diese Spielzeuge nicht im 3D-Druck hergestellt, sondern mittels Spritzgussverfahren. ABS ist gut verfügbar und kostengünstig. Die Grundbausteine Styrol, Acrylnitril und Butadien sind organische Chemikalien und besitzen ein gewisses Gefahrenpotential. Während des 3D-Druckprozesses können sich auch bereits unter normalen Verarbeitungsbedingungen Spuren der Grundbausteine, Zersetzungsprodukte und Additive verflüchtigen. Für den Druck mit geschmolzenem ABS verstärkt sich dieser Effekt und es wird eine gute Belüftung des Raumes empfohlen. ABS schmilzt bei 210 – 250°C.
PA – Polyamide (Nylon)
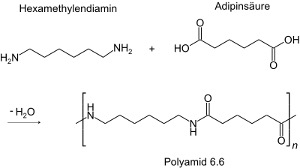
PA
Meist werden Polyamide (PA) im Umfeld des 3D-Drucks als Nylon bezeichnet, was nur begrenzt richtig ist. Es gibt verschiedene Polyamide, die sich stark ähneln, aber nicht identisch sind. Nylon ist der Markenname eines amerikanischen Herstellers, der sich nur auf eine PA-Variante bezieht (Poylamid-Markennamen, die andere Polyamid-Varianten beschreiben, sind Perlon, Dederon). Auch PA wird letztlich aus Erdöl hergestellt, der Kunststoff verwendet Bauprinzipien, wie sie in natürlichen Proteinen auftreten. Trotzdem ist PA nicht bioabbaubar. Auch PA ist im Handel verfügbar und als ungefährlich zu bezeichnen. Während der Verarbeitung oder unter normalen Betriebsbedingungen können sich aber reizende Dämpfe bilden. Deshalb ist für ausreichende Belüftung zu sorgen. Es wird nicht erwartet, dass Fasern unter normalen Anwendungsbedingungen freigesetzt werden.
PET – Polyethylenterephthalat (und Varianten wie PETG)
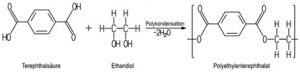
PET ist durch Getränkeflaschen bekannt. Es ist aus der Familie der Polyester und in dünnen Schichten relativ stabil, flexibel und durchsichtig. Entgegen immer wieder kursierender Meldungen setzen PET-Kunststoffe nach Auskunft des BFR keine hormonartig wirkenden Stoffe frei. Ebenso gibt das BFR Entwarnung bei der Freisetzung von Antimon(III)oxid, das bei der Herstellung von PET verwendet und in Teilen in den fertigen Kunststoff eingelagert wird: es ist nur in weit unterhalb der zugelassenen Konzentration in PET-Flaschen-Mineralwasser nachweisbar.
PETG ist eine Variante von PET und bezeichnet einen Kunststoff, bei dem PET in der Glykol Komponente verändert wurde. Es schmilzt bei 220-240°C. Aus PETG gedruckte Elemente können sogar sterilisiert werden und finden daher auch in der Medizintechnik Einsatz. Neben der hohen Widerstandsfähigkeit und den optimalen mechanischen Eigenschaften ist PETG chemikalienbeständig, schwer entflammbar und als lebensmittelechtes Polymer zertifiziert. Daher wird es sowohl für die Verarbeitung als auch für die Verpackung von Lebensmitteln, aber auch im Pharmaziebereich eingesetzt. Zudem ist dieses Material zu 100% recycelbar. PETG wird nachgesagt, die Vorteile von ABS (Temperaturbeständigkeit, Haltbarkeit und Stärke) und PLA (leicht anwendbar) in einem Filament zu vereinen.
Sicherheitsaspekte im 3D-Druck
Sowohl bei der Vor- und der Nachbereitung, als auch während des 3D-Drucks selbst kann eine materialsicherheitsrelevante Freisetzung von Substanzen (z.B. ultrafeine Partikel oder flüchtige Stoffe) auftreten. Dabei muss man zwischen mechanischem Abrieb bei der Vor- und Nachbereitung sowie einer thermischen Freisetzung bei der Vorbereitung und dem eigentlichen Druck unterscheiden [1].
Die hier beschriebenen Materialien werden durch Aufschmelzen gedruckt, das heißt, dass meist ein Material als Kunststoffdraht vorliegt, der durch eine beheizte Düse gepresst wird (ähnlich einer Heißklebepistole) und dann einen zähflüssigen Materialstrom ergibt, der in drei Dimensionen modelliert werden kann. Abhängig vom Schmelzpunkt des verwendeten Materials muss es dazu auf eine Temperatur knapp oberhalb der Schmelztemperatur gebracht werden.
Beim Schmelzen des Materials können dann einerseits Ausgangs-Chemikalien freiwerden, die bei der Herstellung des Materials verwendet wurden, vor allem, wenn der Herstellungsprozess nicht vollständig abgelaufen ist (also der Polymerisationsprozess nicht ganz abgeschlossen wurde – „unvollständige Polymerisation“). Auch zugesetzte Additive und Pigmente können freigesetzt werden. Andererseits können durch das Erhitzen des Materials beim Druckprozess Zersetzungsprodukte entstehen und freiwerden, vor allem, wenn der Schmelzpunkt des Materials weit überschritten wird.
In beiden Varianten können gesundheitsgefährdende Stoffe freiwerden. Es empfiehlt sich also allgemein, beim 3D-Druck den Druckraum, wenn möglich, geschlossen zu halten und während bzw. nach dem Druck gut zu lüften. Das Lüften während des Drucks kann allerdings zu ungleichmäßig ausgeformten und mechanisch wenig belastbaren Druckerzeugnissen führen.
Mechanischer Abrieb, z.B. beim Schleifen des fertigen Druckobjekts, setzt in der Hauptsache kleine Partikel frei, die Feinstaub und ultrafeine Partikel genannt werden. Ggf. entstehen auch flüchtige organische Komponenten (engl.: VOCs = volatile organic compounds), die im Kunststoff enthalten sind, sowie Farb- und Pigmentstoffe.
Fazit
3D-Druck ist neben der technischen Anwendung auch ein vielseitiges Hobby für kreative Bastelnde. Gesundheitsaspekte sollten in jedem Fall nicht vernachlässigt und auf eine gute Belüftung des Arbeitsplatzes sollte geachtet werden, sowie sollte ggf. eine Atemschutzmaske (FFP2 oder besser) getragen werden.
Weiterführende Literatur:
- Bourell, D et al. (2017), CIRP Annals, 66, Issue 2, 659-681
- Tokiwa, Y et al. (2006), Applied microbiology and biotechnology, 72(2):244-251.
- Wojtyła, S et al. (2017), Journal of Occupational and Environmental Hygiene, 14(6), D80-D85